お知らせ
News
お知らせ
What’s new
2020年11月~2021年3月迄のご発注関連について
お取引様各位
拝啓 時下ますますご清祥のこととお喜び申し上げます。
平素は格別のお引き立てを賜わり厚くお礼申し上げます
今年も残り約2カ月半となり、まだ少し早いタイミングではございますが、日本国内の年末年始及び中国やベトナムにおける旧正月という時期に近付いて参りましたので、当該期間中のご発注に関するお知らせをさせて頂きたいと存じます。
さて、2021年の旧正月(旧暦1月1日)は2月12日(金)にて、皆様ご存知の通り中国やベトナムを含む地域ではこの日を挟み年一度の大型連休が予定されております。
各種工場のみでなく、物流業者、税関含む政府機関もその前後の二週間程は略機能がストップして参ります。
誠に勝手ではございますが、弊グループ生産会社に於いても現地の風習を尊重する必要があり、旧正月休み期間中の生産をカバーすべく、2020年11月より2021年3月迄は弊生産工場の各製造ライン共に非常に込み合って参ります。
また、当該期間中はコロナ禍の影響が全世界的にまだ残存し、例年以上に予測不可能な状況が生じる可能性もございます。
該当期間中のご発注目途としてはおよそ2か月の生産リードタイムとなる為、以下のスケジュールをご参考頂ければと思います。
・2021年1月内の納品分に関しては、2020年11月中頃迄。
・2021年2月内の納品分に関しては、2020年12月初旬迄。
・2021年3月内の納品分に関しては、2021年1月初旬迄。
上記はあくまで目安のタイミングとなります。
オーダー状況によってはさらに1週間~1か月ほどの遅れが発生する可能性もございます。
ご多忙の折、大変恐縮ではございますが、何卒ご理解の上ご留意の程宜しくお願い申し上げます。
敬具
融雪塩用フレコンバッグに関するJIS規格に基づいた製品性能試験結果のご報告(2020年版)
お取引様各位
融雪塩用フレコンバッグに関するJIS規格に基づいた製品性能試験結果のご報告(2020年版)
拝啓 時下ますますご清祥のこととお喜び申し上げます。
平素は格別のお引き立てを賜わり厚くお礼申し上げます。
弊社の融雪塩用フレコンバッグを2020年8月21日(一社)日本船舶品質管理協会 製品安全評価センターにてJIS規格に基づいた製品性能試験を実施、JIS規格適合の試験結果が出たことを御報告申し上げます。
弊社の融雪塩用フレコンバッグは、道路の凍結防止剤精製時の塩搬送用に利用されております。今シーズンの役割は既に終わりましたが、来シーズンに備えてこれから融雪塩用フレコンバッグの製造準備を進めております。
その他弊社が取り扱うフレコンバッグの特徴についてはフレコンバッグ製品案内をご覧ください。
今後もお取引様各社にご満足頂けるようなフレコンバッグ製品を提供できるよう努めてまいりますので、何卒宜しくお願い申し上げます。
敬具
融雪塩用フレコンバッグ試験成績書
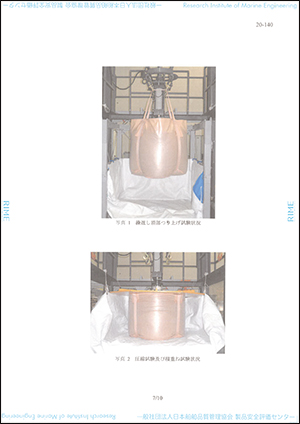
試験実施風景(つり上げ試験・積重ね試験)

試験実施風景(落下衝撃試験)
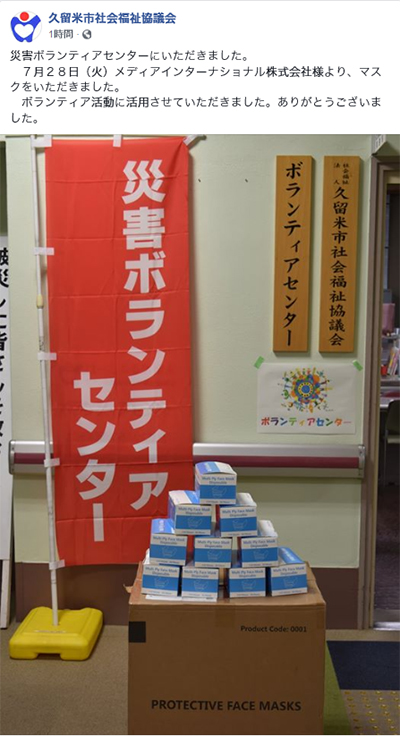
久留米市社会福祉協議会へマスクを寄付させていただきました
御関係者様各位
拝啓 盛夏の候、ますますご清栄のこととお喜び申し上げます。平素より格別のご高配を賜り、厚くお礼申し上げます。
令和2年7月の大雨災害により久留米市内各地で被災され、新型コロナウイルスの影響で感染に注意しながらの災害対応や復旧作業が求められる方々に対して、少しでもお役に立てればという思いで久留米市社会福祉協議会へマスクを寄付させていただきました。
弊社社員一同少しでも久留米市内各地で被災された方々のお役に立てるよう、微力ながら尽力していく所存です。
1日も早い復旧を心よりお祈り申しあげます。
敬具
2020年お盆期間のご案内
お取引様各位
拝啓 盛夏の候、貴社ますますご発展のこととお慶び申し上げます。
平素は格別のお引き立てを賜わり厚くお礼申し上げます
さて、弊社ではお客様方の利便性向上の為、お盆期間中においても通常営業をさせて頂いております。
8月13日~16日の期間中に於きましても、通常通りご連絡頂ければ、対応させて頂きますので何卒宜しくお願い申し上げます。
暑さ厳しい時期ではございますが、皆様のご健勝を祈念すると共に、今後とも引続き弊社へのご愛顧の程、お願い申し上げます。
敬具
フレコンバッグ原反に関する食品衛生法分析結果のご報告(2020年版)
お取引様各位
フレコンバッグ原反に関する食品衛生法分析結果のご報告(2020年版)
拝啓 時下ますますご清祥のこととお喜び申し上げます。
平素は格別のお引き立てを賜わり厚くお礼申し上げます。
弊社のフレコンバッグ本体原反、投入口原反、内袋を2020年7月31日(一財)日本繊維製品品質技術センターにて食品衛生法・食品・添加物の規格基準(昭和34年厚生省告示第370号)の試験を実施、食品衛生法適合の試験結果が出たことを御報告申し上げます。
弊社フレコンバッグ製品は食品衛生法に適合しておりますので、食品原料の輸送・保管用にご利用いただけます。
弊社の食品向けフレコンバッグの特徴については食品向けフレコンバッグのページをご覧ください。
その他弊社が取り扱うフレコンバッグの特徴についてはフレコンバッグ製品案内をご覧ください。
今後もお取引様各社にご満足頂けるようなフレコンバッグ製品を提供できるよう努めてまいりますので、何卒宜しくお願い申し上げます。
敬具

フレコンバッグ本体原反試験成績書

フレコンバッグ投入口原反試験成績書

フレコンバッグ内袋試験成績書